Stihl sichert Qualität der Kolbenproduktion mit optischem Prüfverfahren von FRAMOS. Verlässlichkeit und Wirtschaftlichkeit der Qualitätskontrolle werden damit deutlich verbessert.
„Made by Stihl“ steht weltweit für Spitzenqualität bei Produkten und Prozessen. Mit seinen Kernkompetenzen, der Entwicklung, der Fertigung und dem Vertrieb von Motorsägen und Motorgeräten ist der Firmenname weltweit ein Begriff für höchstes technisches Niveau und Zuverlässigkeit in der Anwendung. Das hohe Entwicklungs-Know-how sichert dem weltweit agierenden Unternehmen aus Waiblingen international eine Spitzenposition in Sachen technische Führerschaft. Mit Innovationen zur Verbesserung von Funktionalität, Produktkomfort, Umweltschutz sowie Arbeits- und Produktsicherheit beweist Stihl kontinuierlich seine weltweit führende Kompetenz.
 Mit einer neuen Lösung zur Qualitätssicherung bei den Kolben, die in zahlreichen Stihl-Produkten eingebaut werden, leistet die FRAMOS GmbH aus Taufkirchen bei München nun einen wertvollen Beitrag zur Produktoptimierung und Effizienzverbesserung in der Fertigung. Dabei geht es um den Sicherungsring der Kolben, der den Kolbenbolzen in Position hält – je nach Aufbau des Kolbens einseitig oder beidseitig. In den gängigen Montageverfahren, wie sie auch Stihl nutzt, werden diese Sicherheitsringe automatisch eingeschossen. Dabei können aber Fehler auftreten, die eine ordnungsgemäße Nutzung des Kolbens verhindert. Das bisher verwendete Prüfverfahren bedient sich bisher eines mechanischen Tasters, der auf Widerstand am Sicherungsring prüft. Auf Dauer hat sich dieses Verfahren als nicht zuverlässig genug erwiesen.
Mit einer neuen Lösung zur Qualitätssicherung bei den Kolben, die in zahlreichen Stihl-Produkten eingebaut werden, leistet die FRAMOS GmbH aus Taufkirchen bei München nun einen wertvollen Beitrag zur Produktoptimierung und Effizienzverbesserung in der Fertigung. Dabei geht es um den Sicherungsring der Kolben, der den Kolbenbolzen in Position hält – je nach Aufbau des Kolbens einseitig oder beidseitig. In den gängigen Montageverfahren, wie sie auch Stihl nutzt, werden diese Sicherheitsringe automatisch eingeschossen. Dabei können aber Fehler auftreten, die eine ordnungsgemäße Nutzung des Kolbens verhindert. Das bisher verwendete Prüfverfahren bedient sich bisher eines mechanischen Tasters, der auf Widerstand am Sicherungsring prüft. Auf Dauer hat sich dieses Verfahren als nicht zuverlässig genug erwiesen.
Aus diesem Grund hat sich Stihl nach Alternativen umgesehen. Klassische optische Verfahren beleuchten dabei den interessanten Bereich des Kolbens und prüfen die dabei entstehenden Reflexe auf dem Ring und seiner Umgebung. Aber auch hier besteht noch ein hohes Fehlerpotential, weil die Zuverlässigkeit der Messungen stark abhängig von einer sehr konstanten Umgebungsbeleuchtung ist und sich durch Unregelmäßigkeiten hier schnell Fehlmessungen ergeben. Anlässlich einer Fachmesse, bei der FRAMOS eine Demo-Variante seines Qualitätsmessverfahrens gezeigt hatte, kam der Kontakt zu Stihl zustande, wo man auf der Suche nach einem verfeinerten Verfahren war.
„Gemeinsam haben wir ein Konzept entwickelt, das zunächst in eine Projektstudie mündete“, berichtet Dr. Simon Che’Rose, Leiter der Entwicklung bei FRAMOS. „Dabei haben wir im Labor verschiedene Kolbenmodelle unterschiedlicher Typengeometrie mit ein und demselben Aufbau geprüft.“ Denn eine der zentralen Aufgabenstellungen ergab sich unmittelbar aus der Produktvielfalt, mit der Stihl am Markt vertreten ist: Zu prüfen ist eine Vielzahl an Kolben, idealerweise ohne Umrüsten, um Aufwand und Kosten niedrig zu halten. Che’Rose: „Unser Ziel war es, ein und denselben optischen Aufbau sowie eine einheitliche Typenverwaltung zu nutzen. Das ist uns gelungen.“ Von der Idee bis zur Umsetzung vergingen ca. eineinhalb Jahre, die geprägt waren von einer intensiven Zusammenarbeit mit dem Kunden Stihl, „der sich da ja auch auf Neuland begibt“, so Che’Rose. „Schließlich gibt es in diesem Bereich bisher noch keine optische Prüfung.“
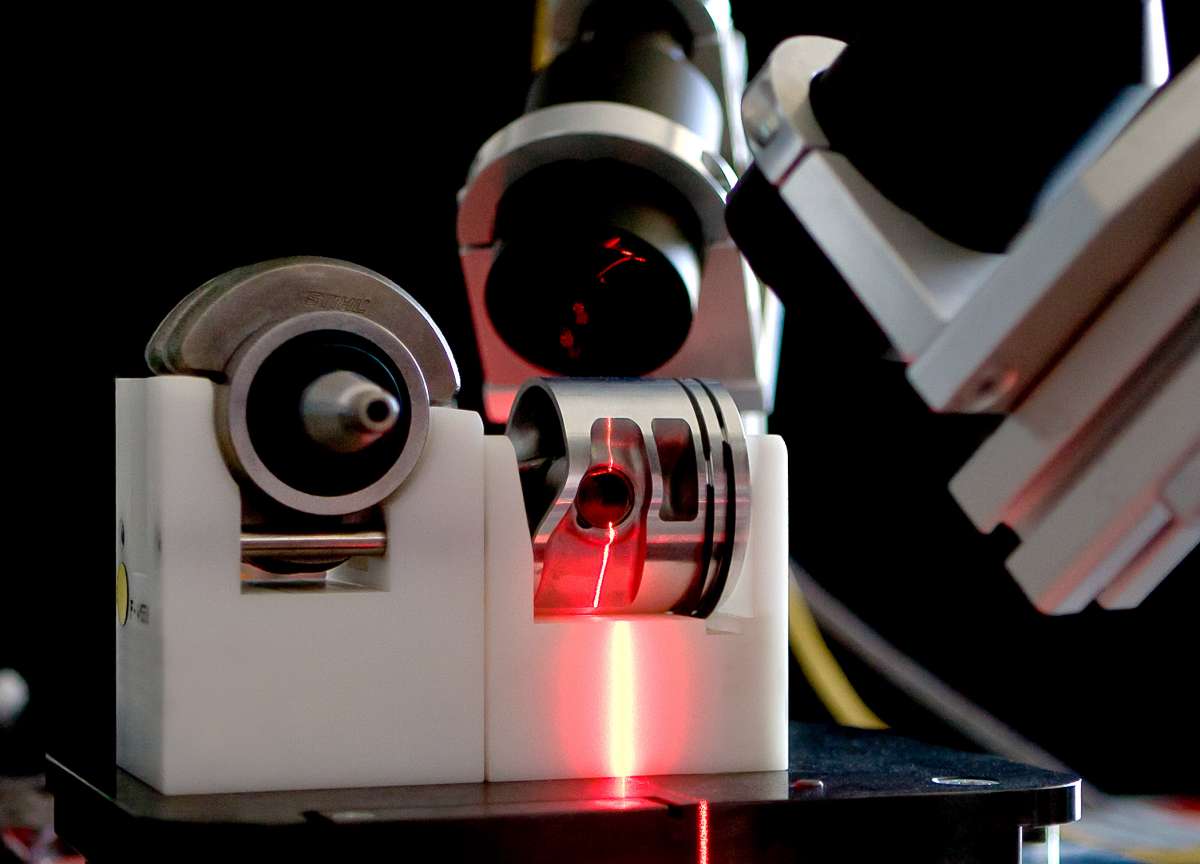
Dass aus den gemeinsamen Überlegungen letztlich eine Innovation entstand, kommt nicht von ungefähr. FRAMOS, das über lange Erfahrung bei der optischen Qualitätsmessung verfügt und sich schon mehrfach mit ähnlich gelagerten Problemstellungen auseinandergesetzt hat, entschied sich, für Stihl einen besonderen Weg einzuschlagen. „Wir haben eine strukturierte Lichtquelle über dem Endlager des Rings installiert“, berichtet der Projektverantwortliche, Dr. Che‘Rose. „Ein Linien-Laser projiziert sein Licht auf den Ring und seine Umgebung. Das dabei erzeugte Profil wird mit der Kamera und einem telezentrischem Objektiv aufgenommen. Im Abgleich mit dem typischen Linienprofil lässt sich dann genau feststellen, ob – wie geplant – ein Ring richtig positioniert ist.“ Das Procedere ist eindeutig: Das eingebaute Prüfsystem vollzieht bei jedem Werkstück und Vorgang einen Pattern-Match für die drei möglichen Zustände. Der jeweils beste Match gibt dann den erkannten Zustand. Das Ergebnis wird an die Speicherprogrammierbare Steuerung (SPS) weitergegeben. Da auf der Montageanlage bei Stihl Kolbentypen unterschiedlicher Ausführung und Geometrie montiert werden, wurde der optische Aufbau so konzipiert, dass sämtliche Varianten ohne Umrüstvorgang inspiziert werden können. Für das „telezentrische Verfahren“ haben sich die FRAMOS-Experten entschieden, weil die Kolben in ihrer Aufnahme immer etwas Spiel haben. „Bei einem Standardobjektiv hätten wir da stets variierende Profile“, merkt Che’Rose an, „das wäre nicht zielführend.“
Zum Einsatz kommt bei der Stihl-Lösung ein Linienlaser der Klasse 1. Für ihn sprechen die Augensicherheit, die problemlose Wartung und die unkomplizierte Nutzung. Die eingesetzte Kamera verfügt über eine Gigabit-Ethernet-Schnittstelle. Che’Rose: „Wir haben uns für eine Kamera mit Megapixel-Auflösung von SMARTEK Vision entschieden. Diese Auflösung reicht für die gewünschte Qualität aus – und SMARTEK Vision liefert genau die passende Technologie.“ In der Summe ist es dem FRAMOS-Team damit gelungen, eine besondere Herausforderung zu meistern: Galt es doch, ein Setup zu entwickeln, das eine maximal mögliche Zuverlässigkeit sicherstellt. „Wir haben eine sichere Erkennung zu gewährleisten, die trotz unterschiedlicher Umgebungslichtbedingungen kontinuierlich gleichmäßig verlässliche Ergebnisse liefert“, konstatiert Che’Rose. „Und dies trotz des vorhandenen Spiels bei der Kolbenhalterung und trotz verschiedener Oberflächen und Geometrien bei Kolben und Ringen.“
 SMARTEK Vision GC1391M aus der Giganetix Serie mit Sony ICX267 monochrom CCD Sensor (1.4 MP, 1392 x 1040).
SMARTEK Vision GC1391M aus der Giganetix Serie mit Sony ICX267 monochrom CCD Sensor (1.4 MP, 1392 x 1040).
Das standardisierte, individuell anpassbare Verfahren hat bei Stihl zur Installation des optischen Qualitätsmessverfahrens in bisher einer typflexiblen automatischen Kolbenmontage geführt. Darüber hinaus sind mehrere manuelle Montageanlagen eingerichtet. Dort fällt die automatische Typverwaltung weg, die Messung dort wird durch einen Monteur ausgelöst. Paul Giesinger, bei Stihl Leiter Elektrokonstruktion, ist von der Entscheidung für das FRAMOS-Verfahren überzeugt. „FRAMOS begleitete das Projekt von der Angebotserstellung bis zur Endabnahme sehr gut, auch in der Optimierungsphase war die Betreuung hervorragend.“
Bei FRAMOS ist das Team um Dr. Simon Che’Rose nun daran, andere Anwendungen auf Basis des neuen Verfahrens zu prüfen: „Wir wollen das ganze System nun so ausbauen, dass es eins zu eins auch für weitere Kolbenmontageanlagen geeignet ist. Wir haben da in der Tat für uns selbst auch Grundlagenwissen geschaffen und erworben, das noch viele Möglichkeiten bietet.“ Zumal die Tendenz in der Qualitätssicherung immer mehr Richtung optische Prüfung gehe, weil die bisherigen Systeme in ihrer Leistungsfähigkeit nicht mehr akzeptable Ergebnisse lieferten. „Die Kosten des neuen Verfahrens sind jetzt für den Kunden übersichtlich, die Wirtschaftlichkeit macht sich schnell bezahlt“, so Che’Roses Bilanz. Dazu komme die Rentabilität im Einsatz: „Ein optisches System bietet eine hohe Verfügbarkeit, denn es ist wesentlich wartungsärmer als mechanische Verfahren.“